Advanced Work Packaging (AWP) refers to an approach for planning the delivery of capital projects that aims to maximize productivity at the work face by aligning the deliverables of engineering design with what is needed in construction. The term Advanced Work Packaging was coined only a few years ago, and industry implementation to date appears to vary significantly. This article explores questions such as: What does the AWP approach entail? What success may be expected? Is there room for improvement?
As conceptualized and described in the literature, AWP covers a broad scope of work. It also extends the more narrowly conceived approach called WorkFace Planning (WFP) that focuses on increasing productivity at the work face. By focusing on maintaining productivity at the construction field, AWP is broader in scope by aiming “to provide the construction work face with everything they need to successfully execute their work.”1 It does so by defining a spatial breakdown of the project into so-called Construction Work Areas (CWAs). Each CWA consists of discipline-specific Construction Work Packages (CWPs), which describe what is needed in construction area-by-area and when it is needed. In turn, each CWP requires engineering to be completed by design area and results in so-called Engineering Work Packages (EWP). Finally, those CWPs get subdivided into Installation Work Packages (IWP), as seen in Figure 1, that consist of the work a construction crew of the relevant craft can do in one or two weeks; however, this time period is not always specific, nor is the crew size.
AWP involves breaking the project into pieces and sequencing those pieces of work to be done according to a project schedule. With the schedule in place, it then also involves aligning and synchronizing the many supply chains that “feed” the system, such as those providing made-to-order materials (engineered equipment and fabricated assemblies), made-to-stock materials (e.g., commodities), and information to the site, so that all that is needed for field work will be available when needed at the work face.2
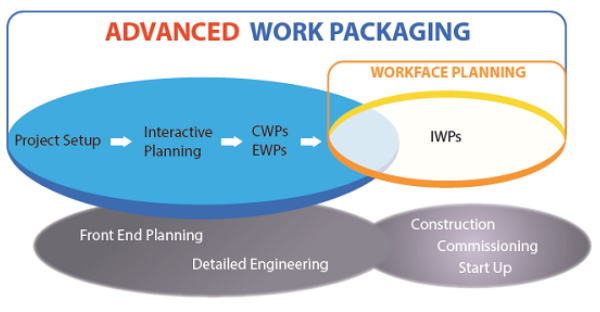
Figure 1: Advanced Work Packaging and WorkFace Planning Overview
(from http://coaa.ab.ca/construction/AWPWFP/AWPWFPOverviewandDefinitions.aspx)
Achieving said breakdown and alignment is no small feat. Difficulty arises from schedules being subject to many process and product uncertainties that result in material shortages or excessive inventories, schedule delays and productivity losses if not recognized and managed judiciously and adapted in real-time.3
Another difficulty stems from the fact that work done in engineering tends to be systems based, whereas construction tends to be product-component and location based and, in turn, commissioning is again systems based. Accordingly, meaningful “units of packaging” need to be translated from one view, to the other, and back again.
Yet another difficulty stems from the fact that all information, materials and/or assemblies produced upstream from field installation, and the necessary supply of labor, equipment, and tools supply must be synchronized for timely delivery on site. Each one of these production supply chains poses its own significant management challenges. These challenges are particularly significant on remote and global projects, with supply chain sources distributed around the world; there are the types of projects AWP’s tend to be applied to. The literature reflects that many variations of AWP are deployed in practice, and all appear to be focused on the goal to maximize field productivity.
How can one contest the goal of maximizing field productivity? While it is obvious that there is no point in “wasting” field resources (capacity, inventory and time), what constitutes “waste”? To understand that alleviating one “waste” may, in effect, create other and possibly greater “waste” elsewhere, one must adopt a systems view on the design of the project production. If system optimization is to be achieved, it will not be achieved by optimizing a single and local metric (such as field productivity), at the detriment of others.4
Is it conceivable that some (field) resources might be under-loaded (i.e., not planned to work at 100% utilization) in order to have stand-by availability in order to achieve predictable performance? An example would be expecting fire trucks and ambulances to be on-the-ready in case they are needed. The prevailing reality is that production systems are imbalanced; therefore, exclusively focusing on one performance metric (such as maximizing productivity) tends to penalize other performance metrics (such as the project duration and work-in-process inventory, or WIP).
Going back to the early days of project management, using a divide-and-conquer approach to break a project down into pieces has offered a rationale for tackling project delivery. For example, PMI defines the “use of a Work Breakdown Structure (WBS), allowing the team to capture and then decompose all of the work of the project. All of the defined work must be planned, estimated and scheduled, and authorized with the use of a detailed integrated management control plans.”5 The divide-and-conquer approach is alive and well today, but it all too often results in “buildings that leak at the intersection of contracts.”6 The solutions worked out to solve/realize each of the broken-down pieces do not necessarily fit together well to deliver the project as a whole, because interdependencies may have been severed in the process of dividing, and subsequently ignored in reassembly of the pieces.
From a production systems perspective,7 many established project management practices fail to address system design issues and lack corresponding metrics. The literature on production management describes methods to characterize various sources of variability, how to drive out variability that is detrimental and how to use buffers to cope with the remaining variability so as to achieve the system characteristics (such as use of buffers of time, capacity, space, and financial contingency to achieve robustness and resilience). Adopting a project production view as an alternative to the established project management view, researchers have been able to apply a different rationale for project breakdown, referring to the pieces as “chunks” that get defined in the process of Work Structuring.
Viewing AWP from a production systems perspective gives insight into some anecdotal observations on the implementation of AWP in practice. AWP appears to be evolving into a means of tracking hours and progress. Work packages are focused on hours not throughput. AWP is positioned to augment a unit rate contract model where the goal is to ensure that the contractor has all of what they need. A problem with this is that it uses inventory as the sole mechanism to guard against any potential variability without accounting for risks associated with carrying inventory, and the fact that the elements of capacity (equipment, people and space) are dynamic. AWP, when viewed from the established project management view, addresses macro constraints such as contracts in place, materials ordered, etc. However, micro constraints such as the limitations imposed by variability and capacity are more easily addressed from a production systems perspective, using tools such as Project Production Control.
Obviously, a project of any size must be broken down into pieces in order to be manageable. A question is: What rationale gets applied when deciding on the pieces? Tommelein and Ballard8,9,10 set out to create (work) flow and achieve high throughput when they define Work Structuring as the process of breaking work into pieces, where pieces will likely be different from one production unit to the next.
Work structuring answers the following questions:
Work structuring is a dynamic process that needs to be re-evaluated throughout the course of project execution. At the project onset, work structuring deals with designing the overall system. As the project progresses, work structuring becomes more focused to guide the design and execution of interacting pieces of impending work.
The literature on AWP does not use terms related to production management (such as buffer, batch, flow, push vs. pull, cycle time, and throughput, that are of concern in Work Structuring) and does not mention what its objectives are in regard to production system design (Is consideration given to balancing capabilities with needs across the system in order to optimize the whole?). When viewed as a Work Structuring method, AWP is deficient in its conceptualization.
How then are project production systems based on AWP designed? The description of AWP appears to be significantly underspecified from that design perspective. It is an approach to planning, but the literature says little about how it works to control-by-steering (i.e., shaping the flow of work with adjustments in execution when uncertainties manifest themselves) when plans go awry.
Because AWP specifications are underspecified, it will come as no surprise that implementations take on many forms. As described in the literature, the deployment of AWP in practice manifests itself in many variations, with differing degrees of implementation and success being reported. AWP fails to deliver consistently the high performance it purports to make achievable.
To advance the current approach to AWP, we propose that descriptive research be conducted, first, to document project production characteristics of the systems that are currently deployed (whether or not using AWP). Secondly, to assess their true performance characteristics using design parameters that describe project production systems, and lastly, to pinpoint potentially new system designs to be deployed in practice and then assessed based on hard data.
Descriptive research can be supported by the development of process diagrams used in discrete-event simulation. Figure 2 outlines such a diagram with production system characteristics of concern. Handoffs are shown as queues, the creation of EWPs, CWPs, and IWPs as activities that each take a duration plus-or-minus some variation.

Figure 2: Outline of process diagram for discrete-event simulation
Figure 2 also indicates one of many potential feedback links (‘adjust in flight’) to illustrate real-time adaptation capability.
Furthermore, metrics can be defined and applied to data in the process diagram. Some examples would be: how does a queue’s size vary over time (is the system hampered by bottlenecks or stock-outs)? What is the cycle time starting from definition of an EWP to completion of the corresponding IWPs? How many IWPs are issued to each crew to work on in parallel? In systems that are under-designed and uncontrolled, queue sizes tend to be erratic and get out of hand (e.g., causing extra work in re-handling), cycle times grow over time, and crews end up multi-tasking to show progress on all IWPs issued to them, all while failing to complete any reliably and in the shortest time possible. Descriptive research will include data collection so that production metrics can be applied in different stages of system implementation, and can be used to drive re-design and continuous improvement efforts. By augmenting and refining the conceptualization of AWP using project production thinking, the benefits that current practices claim may indeed be realized.
The development of the ideas presented in this paper was supported in part by a gift from the Project Production Institute made to the Project Production Systems Laboratory (P2SL). Any opinions, findings, conclusions, or recommendations expressed in this paper are those of the authors and do not necessarily reflect those of contributors to P2SL.
| AWP | Advanced Work Packaging |
| COAA | Construction Owners Association of Alberta |
| CWP | Construction Work Package |
| EWP | Engineering Work Package |
| FIWP | Field Installation Work Package |
| WBS | Work Breakdown Structure |
| WFP | WorkFace Planning, the management of FIWPs |
| WIP | Work-in-process |

