The 2018 PPI Symposium incorporated significant discussion about the role of digital technology including artificial intelligence, machine learning, IoT sensor and autonomous in support of Project Production Management (PPM) as the means to achieve better project outcomes. Though the relationship is obvious for many, the connection is not apparent to others. This situation is compounded by the fact that there exists confusion about the difference between innovation and technology, and the resulting implications for business and project performance.
To create the foundation for innovation, this article critically examines the usefulness of current concepts and methods, in particular the Critical Path Method (CPM) and Enterprise Resource Planning (ERP) and compares them with Project Production Management (PPM) which builds on sound concepts from Operations Science.
The purpose of this paper is to provide the reader with the means to understand the relationship between these innovations and how to maximize value through integrating and leveraging both. Additionally, to provide more insight into the relationship between Digital Technology and PPM, PPI will publish future papers on the topic.
Keywords: Project Production Management; Operations Science; Digital Technology; Digital Transformation; Artificial Intelligence; Machine Learning; Robotic Process Automation
For the purpose of this paper, we categorize Digital Technology as three discrete elements: 1) computer-based software including artificial intelligence (AI), machine learning (ML), robotic process automation (RPA), simulation, optimization, visualization, etc., 2) hardware including sensors and autonomous vehicles, and 3) the networks that will connect items one and two.
Despite the isolated advancement of every single one of these discrete elements, the digital revolution is less about a single technology coming to maturity, but rather a confluence of technology evolution including lower cost computing capability, faster networks (most recently driven by the accelerated development of mobile devices) and large data complexes resulting from cloud-based computing. For instance, the ongoing increase in computational capability and network speed at lower cost have already enabled technologies that have been in development and use for decades such as photogrammetry, artificial intelligence, facial recognition and many others, to be used by the masses as everyday tools. To date, we have seen the creation of the internet and the world wide web followed by the use of the web as a social platform. We are now at the dawn of a new period where the web will become the platform to move mass amounts of data between people and machines.
With large scale Enterprise Resource Planning (ERP) deployments happening less often than in the past, management and technology companies are convincing their clients that the above described digital capability must be adopted, and if it is not, a company will become uncompetitive. Not wanting to be left behind, executives are pushing their organizations into the Digital Age through adoption of cloud-based computing, data analytics and other technologies. This activity is already influencing the digitization of the project delivery process.
Without a clear understanding of how and where digital technologies will add value coupled with the need to please their executives, managers and staff personnel are applying “digital” solutions to a variety of situations including the delivery of capital projects. Oftentimes the application of digital technology can be like a hammer in search of a nail. For many companies, this confusion results in initiatives such as compiling mass amounts of data into a data lake and then running some algorithms to see what can be understood. In one such example, a major investment was made to create a data lake and perform an analysis of the data. The customer asked the service provider what they learned from the data upon which the service provider responded “Nothing, what did you want us to find?”
As with any initiative, those investing in the technology are keen to see the value or the business benefit, while those that are selling the technology are forced to explain how the investment will deliver value.
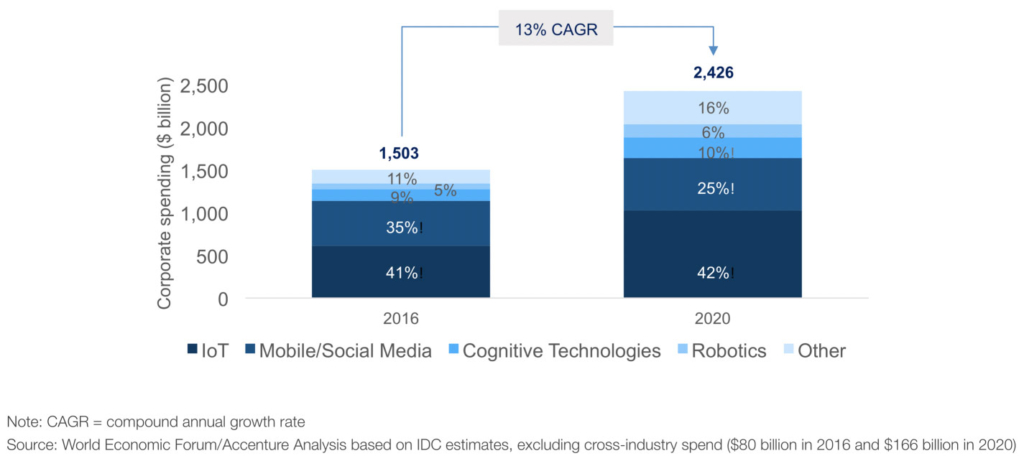
Figure 1 – Corporate Spending on New Technologies, $ billion (2016-2020)
Despite this focus and enthusiasm, McKinsey & Company’s collaboration with the World Economic Forum on the “future of production” has shown that many companies are experiencing “pilot purgatory” in which they have significant activity underway but are not yet seeing meaningful bottom-line benefits from this [1].
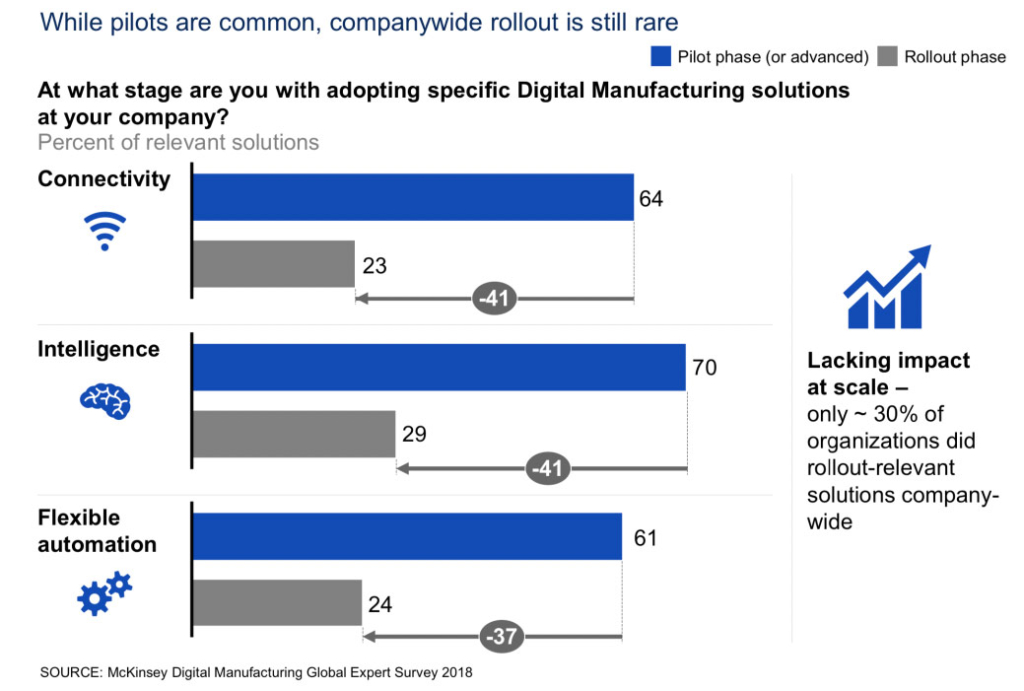
Figure 2 – Digital Technology Adoption (McKinsey & Company)
During a recent digital-focused conference in Singapore, McKinsey reported that more than 75% or so of digital efforts get stuck at the pilot stage. This is outside the CAPEX world. Trial and error seem to be dominating these initiatives and executives are very cautious to expose the organization to “failures” in their transformation journey.
It is important not to confuse innovation with technology. When undertaking a technology development, developers must decide whether they are automating a current practice or enabling an innovation. Automating current practice can result in unintended consequences in the sense that a less than effective process, many times based on less than optimal technical frameworks, becomes locked-in as standard practice within the enterprise or even across an industry.
“There is nothing so useless as doing efficiently that which should not be done at all.”
– Peter Drucker
This can happen knowingly or unknowingly through underlying mental models. A recent example includes the application of artificial intelligence to optimize onshore hydrocarbon drill rig movement. Once deployed, the solution worked as planned. Drill rig movements were optimized. However, the subsequent number of wells drilled (but not completed) also increased. The underlying mental model that was the basis for the AI solution was that if all operations within a process were optimized, the process would be optimized. But Operations Science establishes that the optimization of the drill rig movements just results in more WIP between well drilling and well completion, with no additional throughput of wells complete or production online. And thus, in this example the queue between drilling and completions increased, resulting in more cash being tied-up in the process. This is a good example of technology being used with well-intended actions but resulting in unintended consequences.
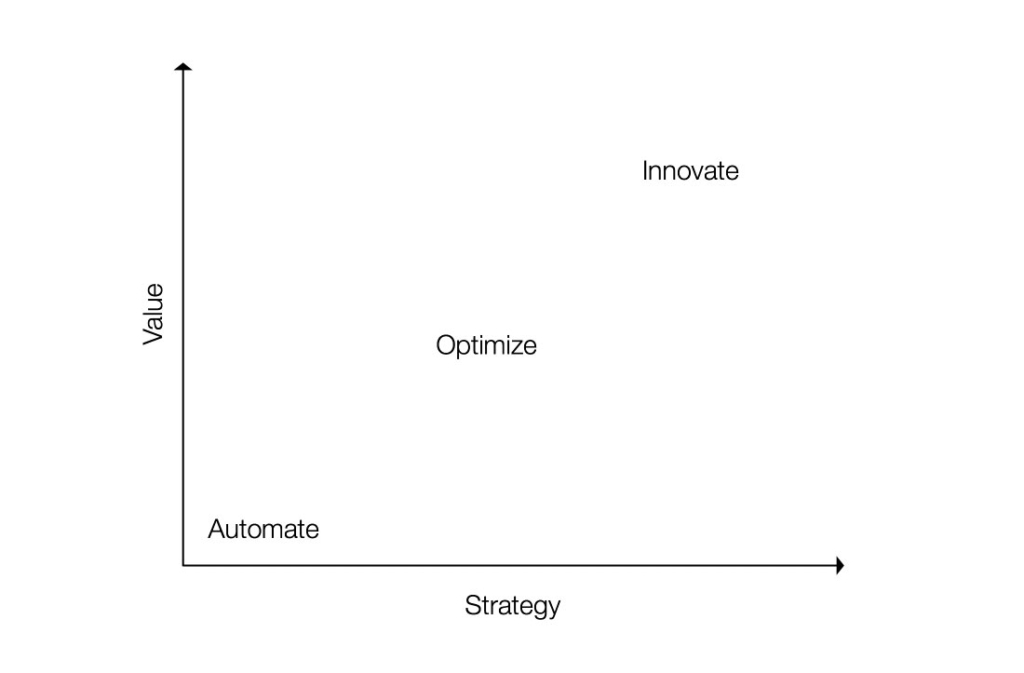
Figure 3 – Application of Digital Technology
Another factor in the “automate versus innovate” discussion is the intent of the business developing the technology. For many technology start-ups, the goal is to get rich. Therefore, automating manual processes that use spreadsheets and low-end databases to manage, analyze and communicate information are target rich environments for start-ups. This is validated by the financial community’s interest in construction-related information technology with several start-ups working to automate processes and workflows. Actually, existing processes and workflows should be discontinued and replaced with more effective approaches. Examples include automating the formal technical submittal process that for the most part should be eliminated through the application of Concurrent Digital Engineering (CDE).
One can argue that the use of economic order quantity (EOQ) for material requirements planning (MRP) and critical path method (CPM) scheduling are just two of many examples where current practice was automated with little understanding of the unintended consequences for doing so. Following is a further explanation of each.
Although the original paper was evidently incorrectly cited for many years (see [3] [2]), Harris’s EOQ model has been widely studied and is a staple of virtually every introductory production and operations management textbook. For modeling purposes, Harris represented both time and product as continuous quantities. Since he assumed constant, deterministic demand, placing orders for Q units each time the inventory reaches zero results in an average inventory level of Q/2 (see Figure below). The holding cost associated with this inventory is therefore hQ/2 per year. The setup cost is A per order, or AD/Q per year, since we must place D/Q orders per year to satisfy demand. The production cost is c per unit, or cD per year. Thus, the total (inventory, setup, and production) cost per year, which we denote by Y(Q), can be expressed as Y(Q) = hQ 2 + AD Q + cD.

Figure 4 – Order Quantity and Cost
By the early 1960s, many companies were using digital computers to perform routine accounting functions. Given the complexity and tedium of scheduling and inventory control, it was natural to try to extend the computer to these functions as well. One of the first experimenters in this area was IBM, where Joseph Orlicky and others developed what came to be called Material Requirements Planning (MRP) [4].
Although it started slowly, MRP received a tremendous boost in 1972 when the American Production and Inventory Control Society (APICS) launched its “MRP Crusade” to promote its use. Since that time, MRP has become the principal production control paradigm in the United States. By 1989, sales of MRP software and implementation support exceeded $1 billion. Since that time, MRP has been a major component of almost every computerized approach to manufacturing management including manufacturing resources planning (MRP II), business resources planning (BRP), enterprise resources planning (ERP) and supply chain management (SCM). Consequently, MRP is at the core of a software industry that had more than $24 billion in revenue in 2005. In spite of the hype about new system architecture and features, most of the ERP and SCM systems have, at their heart, the same technology developed by Orlicky in the 1960s-MRP.
Critical Path Scheduling (CPM) is another well intended development that results in significant unintended consequences. In an effort to find new applications for computers, beginning in 1957, Remington Rand Univac partnered with DuPont in the development of critical path scheduling, as described in [5].
More specifically, DuPont was looking to find ways to collect pertinent information to accomplish the following tasks:
At the time, the following were the questions of most pressing interest:
In reality, schedules are a forecast or prediction of what might happen. The further looking and more detailed, the less accurate a schedule will become. This has been well established and was explained by Carl Von Moltke in the 1800’s:
“No plan of operations extends with certainty beyond the first encounter with the enemy’s main strength. Only the layman sees in the course of a campaign a consistent execution of preconceived and highly detailed original concept pursued consistently to the end.”
– Helmuth Von Moltke, Head of Prussian Army
Despite ongoing poor performance and lack of understanding of the intent and application of CPM, project professionals continue to use this outdated approach to forecast and schedule projects. In 1990 during his acceptance speech for the ASCE’s Peurifoy Construction Research Award John Fondahl (“the father of CPM”) explained the following:
“Few of even those who claim to be “CPM experts” fully appreciate the fact that in a resource-restrained schedule the concept of float breaks down and the quite often the concept of critical path breaks down. Since almost all construction projects are resource-restrained at least to some extent, this becomes a source of major problems. The classic legal question in recent years, as well as the subject of numerous professional papers, is “who owns the float time?” It is difficult to claim ownership of something that may not exist or that hasn’t been quantified properly. These are fundamental matters that after 30 years still don’t seem to be understood.”
– John Fondahl
It seems not much has changed since this Fondahl’s presentation other than CPM scheduling applications are now web-based.
Companies need to learn how to overcome the innovator’s dilemma – the fact that new ideas that cannibalize the existing business can see slower adoption within organizations. Senior management can be protective of their existing businesses, but they need to overcome this to make the most of digital opportunities.
– Paul Mitchell, General Manager, Technology Policy, Microsoft Corporation, USA
UNDERSTANDING THE BUSINESS OPPORTUNITY OR PROBLEM
These are just two of numerous examples where automating current practices resulted in unintended consequences. To avoid future unintended consequences and the associated loss of investment in resources through the adoption of digital technology, we propose that a business problem or opportunity forms the basis for deciding 1) whether to adopt digital technologies and 2) which digital technologies should be adopted. Technology automates and enables technical solutions. Technical solutions address business opportunities and problems.
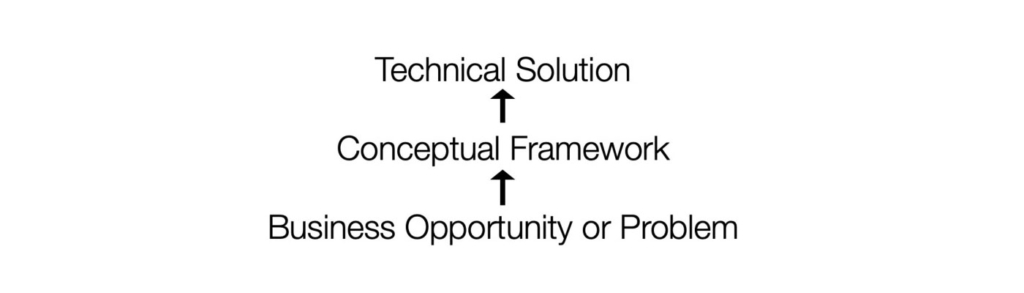
Figure 5 – Relationship Between Business and Technology
Another way to look at it combines three important questions to the above inverted hierarchy.
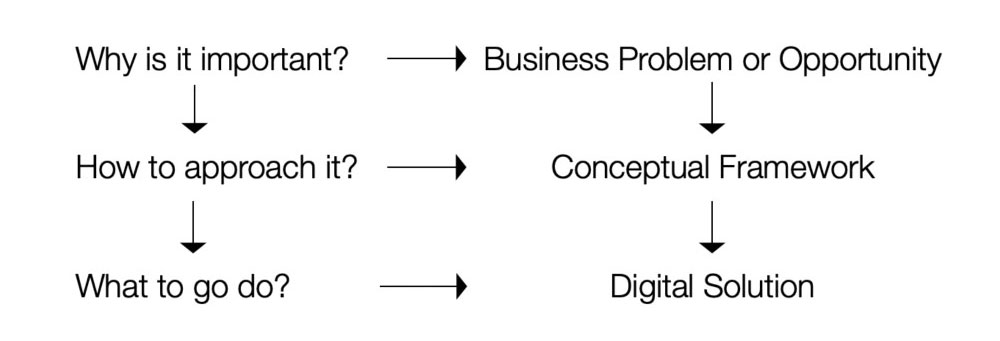
Figure 6 – Hierarchy Between Business Opportunity and Digital Solution
From our perspective, we see digital technology as the means for adopting new conceptual frameworks and ways of operating. We are of the opinion that the selection of technology and deployment of solutions should be based on addressing business opportunities and problems.
That being said, we do not believe technology-related research and development should merely be in response to business, market or other opportunities and problems, but rather that the development of digital technology as well as innovations should not be constrained by today’s processes and problems. Approaching research and development of technology with these constraints will only limit innovation and create significant value leakage for the industry.
The key to understanding the relationship between digital technology and PPM starts with understanding the basis of PPM. PPM is based on the concept that projects are production systems, and therefore, Operations Science can be applied to effectively understand and influence project outcomes. If an enterprise desires to achieve better project performance, focusing on how exactly work is planned and performed is a must. In this regard, PPM is used to map, model, analyze, simulate, optimize, control and improve project production systems.
PPM consists of three primary elements: 1) Production System Optimization, 2) Production Engineering, and 3) Project Production Control. PPM uses these three elements to configure, optimize and control production based on five levers.
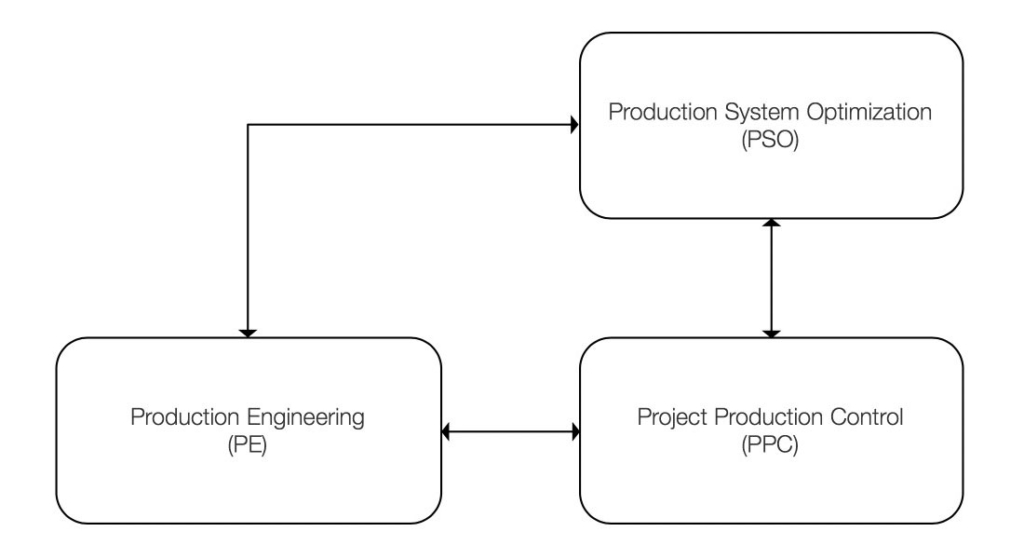
Figure 7 – Three Core Elements of Project Production Management
These levers are: 1) Design of the product or asset being produced, 2) Design of the work process used to construct the product being produced, 3) How inventory required to build the product will be managed, 4) How capacity required to build the product will be allocated including contributors such as construction equipment, tooling, labor and space, and 5) How variability will be managed.

Figure 8 – Five Levers of Production System Configuration / Optimization
The goal of any production system is to deliver desired production throughput in accordance with resource strategies. For the purpose of this paper, resources are defined as capacity (equipment, labor and space) and inventory (stocks, queues and work in process). Operations Science states that there is a link between variability and use of resources. The greater the variability, the more resources (either capacity, inventory or some combination of both) will be required to obtain the same throughput.
Therefore, any technology that can be used to optimize product design, process design and use of resources along with management of variability is of high value when implementing PPM.
As stated above, digital technologies can often look like a hammer in search of a nail. This is not the case with PPM. For the most part, digital technology is being developed in support of advanced industries such as automotive, aerospace, etc. in support of manufacturing, product development and supply chain management. It can be argued that in contrast to engineering and construction, Operations Science is acknowledged, understood and used in these sectors. Therefore, today’s digital technology naturally fits with PPM and its intent to optimize, control and improve project production systems.
Smart supply chains use IoT sensors to track location and environment for products. Machine Learning and Artificial Intelligence are used to understand and influence supply chain performance based on the data being captured. AI optimization is conducted within the context of Operations Science.
Another belief is that processes need to be defined and then automated (this approach most often indicates a technology is being used to automate a current process rather an innovation being adopted to deploy and more effective approach).
Contrary to popular, or perhaps desired, belief on behalf of many, effective deployment of innovations on major capital projects such as Production System Optimization (PSO), Project Production Control (PPC) and Production Engineering (PE), cannot be accomplished using whiteboards and flip charts. Due to the complex nature of major capital projects and their production systems including the number of team members, their location, security requirements, time zones, etc. not even electronic spreadsheets are sufficient (though many people attempt to use them for this purpose).
Where retail industries benefit from social media and web analytics, we see engineering and construction benefiting from photogrammetry, sensors and robotics. In the not too distant future, we envision three primary opportunities to integrate digital technologies with PPM:
Mixed reality, the merger of the real world with a futuristic representation, has many applications in support of PPM. This includes, designing process flows, planning the use of temporary works, placing construction equipment and envisioning operations, etc.
Standard work processes are a key element of PPC. Mixed reality can be used to better understand and design standard work process using visualization. Unlike completely digital 3D models and 4D visualizations, where it is difficult to imagine scale, mixed reality provides a more realistic experience.
Unlike conventional scheduling approaches such as critical path and bar charts, PPC focuses on design of work processes and operations, allocation of resources (materials, labor, equipment, space) and management of variability. PPC does this through various predetermined policies, control mechanisms and protocols including Constant Work in Process (CONWIP). Advanced production control solutions incorporate optimization models based on analytics, discrete event simulation or other methods.
Various reality capture technologies (photogrammetry) along with sensors provide the real time feedback loop that enables dynamic planning and optimization through the production control solution. Sensors also provide the basis for a feed forward signal.
As reality capture technologies and sensors capture more information, artificial intelligence, machine learning and robotic process automation are used to make decisions, provide instructions and perform optimizations faster with less resource.
Many current approaches to implementing digital technologies evoke the notion of a hammer in search of a nail, because of poor understanding of the context in which digital technologies can be applied to extract maximum value. One frequent approach is to use different types of digital technologies to automate existing processes, rather than fundamentally rethink how processes can be reconfigured using capabilities conferred by digital technologies to maximum effect.
Project Production Management (PPM), and the Operations Science framework on which it is based, provide a technical basis to understand how digital technologies can be applied for maximum benefit in capital project delivery. We briefly explained how three different categories of digital technology – Artificial Intelligence, Machine Learning and Robotic Process Automation; Internet of Things Sensors and Reality Capture hardware; Mixed Reality – can be understood to optimize different aspects of operations using PPM. Future papers will elaborate upon these topics in greater detail.