A significant gap exists around how to manage work at the frontline, or the point of installation. The inability to effectively manage execution of work is a key reason projects continue to suffer from cost and schedule overruns along with the associated claims. The Institute’s principals have come to this conclusion through conversations with numerous experts over three decades about improving the outcomes of capital projects.
Addressing this gap is essential to achieve project objectives and industry competitiveness. However, doing so requires a fundamental shift from bygone era practices to modern operations management principles. Specifically, the application of effective production engineering and production control. This paper focuses the need for effective production control and a follow-up paper will address the need for production engineering.
Keywords: Production Control; Capacity; Inventory; Point of Installation; Throughput; Variability
The Project Production Institute has long pointed to the gap between actual capital project outcomes and what should be potentially achievable within the Engineering & Construction industry. The Institute exists to advocate Project Production Management (PPM), an Operations Science-based technical framework that addresses this gap. PPM focuses on the physics of work activities to understand what is possible and what is not. Among the different work activities that take place across a capital project, managing the work at a fabrication facility and at the construction site, i.e., at the point of installation, is an important example of where poor management of work execution causes cost and schedule overruns and the associated claims that plague many capital projects.
What are the consequences of poor management of work execution at the point of installation? Figure 1 and Figure 2 illustrate two different examples of the chaos that can result at points of installation in capital projects. For the construction project in Figure 1, there was insufficient lay-down space on the construction site available to store all the material inventory that had been ordered. Accordingly, the crews placed the inventory on the very site where the construction had to take place, resulting in a complex shuffle of inventory to make space for construction, culminating in extra handling costs and coordination, resulting in schedule delays.

Figure 1: Work site in which inventory occupied the actual site where construction was to take place
In Figure 2, the pipe installers were paid according to the length of pipe installed. However, they lacked other necessary parts and materials to complete the installation according to prescribed scope. So, the installer proceeded to put in place the maximum length of pipe, co-opting other materials to enable them to use all the pipe they had available, regardless of whether it was required for the installation. The arrows in the picture highlight points in their work where they used other components lying around to facilitate using as much pipe as possible. Clearly, this approach results in increased risk of safety incidents, cost and schedule duration.

Figure 2: Installation of pipe where installer was paid according to length of pipe installed, rather than a specific scope
One can envisage this situation replicated all across points of installation in a construction project – imagine if all the crafts and trades lived in a “Mad Max” type world where they had to forage for the necessary materials and information to complete their assigned tasks. In the 21st century, this may sound far-fetched, but it is indeed the reality of most capital projects, and they incur cost and schedule overruns as a result. There is indeed a huge gap between how work at the frontlines can be executed, and how it is
executed today.
In thinking about it, the fact that this gap exists should not come as a surprise. Where do those responsible for managing the execution of work learn how to do it? To the Institute’s knowledge, all available education and training does not cover the “physics of work execution” or how to complete work operations. Construction management degrees offered by higher education institutions focus on project management (functional processes), and trade or vocational schools focus on craft technical work such as welding, electrical, etc., but not on the ancillary aspects of completing work tasks.
Frontline supervisors usually follow a technical career track, starting as a field engineer or working their way from apprentice to journeyman then foreman and finally superintendent. In following this career path, they generally receive on-the-job training by their supervisors. Very few books have been written on the subject and those that have were published in the 1970’s and 1980’s [1] [2].
In addition to lacking the proper education and training, supervisors often don’t have the proper tools. Despite the investment in critical path method (CPM) scheduling systems and other software, the Institute’s discussions with many project owners across a range of industries suggest that spreadsheets remain the most common tool used for planning execution of work.
Owners believe that managing work is the role of the general contractor. However, the general contractor is most often a construction management (CM) firm and possesses little if any knowledge related to managing execution of work. CM firms believe, or at least want to believe due to the desire to subrogate risk, that the role of managing work is the responsibility of the specialty or trade contractors. While specialty contractors often have the technical expertise to manage their work, they almost always have to rely on others to provide the necessary information, materials and integration with trades to effectively perform their work. The examples we cited in the previous section illustrate what can go wrong when they lack those prerequisites.
Most frontline supervisors, engineers and project managers are embarrassed to state they don’t really have a framework for how best to manage the execution of work. They don’t understand the dynamics at play and the principles upon which to make decisions. The challenges frontline supervisors face are exacerbated by the fact that they have become servants to the project controls system. Project controls, as explained in [3], do not help frontline supervisors control execution of operations. Instead it takes a lot of time from supervision that should be dedicated to operations design. Supervisors are not really designing operations but are merely assigning work for execution and acting as information hunters and problem solvers, i.e., the “Mad Max” environment.
Many believe the problem lies in a lack of motivation of craft workers. For the most part, current thinking about how to effectively manage the execution of work focuses on socio / psychological theory such as team building, motivational theory, etc. [3]. We have yet to find a place in the world where the project management team doesn’t think of craft workers as lazy, unskilled or unproductive. However, contrary to this belief, craft workers want to be productive and safe; they despise unproductive conditions as much as the people reading the project controls reports indicating cost and schedule overruns.
The frontline is a complex and dynamic environment. The situation is ever evolving. Unforeseen conditions are uncovered, weather is constantly changing and by its very nature, the elements of capacity (labor, equipment and space) are always fluctuating in availability.
The field of Operations Science [4] provides the necessary principles, methods and tools for understanding and managing work at the point of installation. It is a well-established field of engineering sciences and outside the remit of conventional project management as described in PMI’s PMBOK [3]. While conventional project management as delineated in [3] looks to establish predictability in a dynamic world, Operations Science provides the framework for managing the complex and dynamic environments associated with the point of installation.
From a technical perspective, the goal is to achieve throughput targets (work completed) while using the least amount of capacity [4]. Conventional project management practices view work as a network of activities that are best understood through a bar chart or network diagram [3]. The problem with these approaches, as shown in Figure 3, is that they ignore several critical elements required to effectively complete a specific piece of work.

Figure 3: Conventional Project Management tools for analyzing work operations sequences
Key issues associated with effectively managing the execution of work are 1) understanding the dynamic nature of the process, 2) the matching problem and 3) how to best allocate capacity.
To adequately depict these considerations, we use a modified version of IDEF-0 [5] a function
modeling methodology originally developed for describing manufacturing functions, which offers a functional modeling language for the analysis, development, reengineering and integration of information systems, business processes and production processes. The modified IDEF-0 diagram in Figure 4 graphically depicts the integration required to effectively execute a single operation. It clearly shows the need to have all necessary information, materials, predecessor work, equipment, labor and space available if the operation is to be completed. If one of these items is not available, depending on which item, the operation may not commence, may commence but not be completed, may be performed in an unsafe manner, may result in a quality deficiency, make take longer, may cost more or some combination thereof.

Figure 4: All the prerequisites to complete an operation/task at the point of installation
Figure 4 makes explicit a number of aspects that are not covered by previous approaches to codify work execution at the frontlines, such as Workface Planning [7]. First, it recognizes that an operation cannot begin until its predecessor work activities are complete. The operation needs the right level of resources at the right time – equipment, labor, space, etc., in other words the right resource capacity. Controls to authorize or release the operation must be in place. And the operation needs the right materials and information, again at the right time, in order to proceed.
Recent investment in various work packaging and Workface Planning processes (COAA Workface Planning [6] and CII Advanced Work Packaging [7]) focus on only the information (engineering and controls) and materials that must be integrated at the point-of-installation, as highlighted in Figure 5. These methodologies do not integrate the elements of capacity and predecessor work. Furthermore, these methodologies are most often designed to keep a work package to a single trade, increasing the need for integration of information, materials and preceding operations at the point of installation. In [6], Professors Tommelein and Ballard of University of California at Berkeley point out that Workface Planning and Advanced Work Packaging approaches are “underspecified”. They hypothesize a number of consequences of the incompleteness of Workface Planning/Advanced Work Packaging, subsequently validated by Arbulu in [9]. Simply put, the belief is that if the inbound information and material buffer is large enough throughout, then the completion of work will be successful. As stated above, the reality of the situation is far more complex, as completion of predecessor work and availability of construction equipment, labor and space are dynamic. Inventory buffers alone will not address the challenges at the point of installation and may in fact make the situation more complex.

Figure 5: COAA Workface Planning and CII Advanced Work Packaging only address two prerequisites for successful work execution at the frontline
If a single operation in Figure 4 requires all the prerequisites to be in place at the right time, what is needed to execute the operations across an entire production system, synchronized so that a predecessor operation is supplying its output to satisfy the demand of its successor operation, as suggested in Figure 6?

Figure 6: A production system operating at maximum throughput will execute operations well synchronized in sequence
In the world of manufacturing, synchronizing operations to achieve production system objectives, such as maximizing the throughput with minimum capacity, all fall under the production control system. Production control is not to be confused with project controls, as discussed in [10]. Production control has always focused on how work is planned, executed and improved. In contrast, to quote George Heywood in [11], “project controls include such functions as estimating, planning and scheduling, cost control, risk analysis, and various reporting functions.”
The authors in [10] describe how forms of production control have evolved over time and then explain Project Production Control – the application of Operations Science principles to work execution in project delivery, where the execution of work mixes production of physical deliverables performed by craft workers (e.g., site installation activities) and non-physical deliverables (e.g., design development and engineering) by knowledge workers. These activities can take place sequentially or concurrently throughout the project life cycle with various degrees of iteration, particularly in engineering.
The relationships between Project Controls and Project Production Control is illustrated in Figure 7 and explained in more detail below, recapping the discussion in [10].
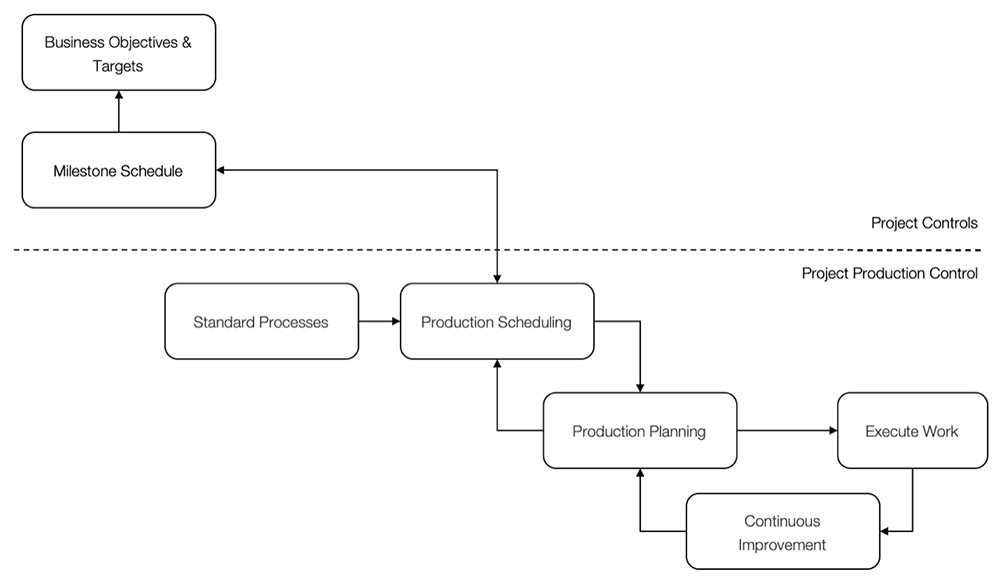
Figure 7: Project Controls compared with Project Production Control
Due to the inherent complexity of project production (multiple stakeholders, different locations, alternate sourcing options, etc.), the means through which production is planned, executed, controlled and improved must be tailored to the type of work and workers that perform it. In order to minimize discrepancies between how the work is planned and how it is executed, Project Production Control incorporates a distributed approach to planning work for execution, whereby those responsible for executing the work plan their work. This is in contrast to a centralized approach where a scheduler creates a master schedule or plan, and then distributes the plan to project team members for execution, as Taylor advocated in the early part of the last century.
We call this distributed approach to scheduling ‘Production Scheduling.’ The production schedule determines what resources – capacity, inventory or time – will be required to perform the work to achieve the agreed upon project milestones. However, even when a production schedule has been developed by those directly responsible for the work, the schedule still has to be constantly updated, executed, and therefore, controlled. Control of work during execution, through the application of Project Production Control mechanisms, provides a means to incorporate or minimize variability (whether intentional or unintentional) in order to bring greater predictability and reliability to future work.
Production Planning is the mechanism through which the Production Schedule is executed and controlled. The Production Planning process focuses on optimizing the use of applied resources (capacity and inventory) for a specific time frame or control cycle, whether it be a shift, a day, or a week through the creation and updating of production plans for that cycle. This requires that project teams meet regularly, according to the agreed control cycle, to make commitments about exactly what work will be executed in the next cycle. By creating the production plan for the next work cycle, control is systematically introduced to the planning process.
We believe the more computers, drones, robots and sensors become part of the construction process, the more production control systems will be required, and the lack of effective production control systems will become apparent.
Though we are not proposing that owners must take on the role of managing work execution, we are proposing that owners must take an active role in ensuring that an effective solution to managing work execution is put in place. After all, the owner is the one left having to deal with cost and schedule overruns and the associated claims for damages.
We have highlighted the gap in managing work execution at the points of installation in capital projects between what is possible and what actually happens. We have described an Operations Science perspective that identifies the way to address this, and in so doing, we have highlighted the limitations of approaches such as Workface planning and Advanced Work Packaging.
We suggest capital project owners understand and commit to the fact that there is a gap in the current approach to managing work execution, and that not only do their firms lack expertise in this area, but so do the majority of EPCM firms.
The way to address the gap is for capital project owners to ensure that an effective means based on Operations Science – Project Production Control (not project controls) – is put in place.