The delivery of a project is most often planned and controlled using a schedule. Though common, this approach focuses on the demand side only. By this, we mean that the customer (owner, program manager, construction manager, etc.) sets forth what is needed from the network of service providers (designers, engineers, fabricators, contractors, etc.) to execute the scope of the project. However, this approach does not provide an effective means for understanding the supply side. To understand the supply side, the use of process flow diagrams is necessary.
To enable PPI members to effectively and efficiently map the various production systems associated with the delivery of a project, PPI has made the PPI Process Mapper available to members.
The delivery of a project is most often planned and controlled using a schedule. Though common, this approach focuses on the demand side only. By this, we mean that the customer (owner, program manager, construction manager, etc.) sets forth what is needed from the network of service providers (designers, engineers, fabricators, contractors, etc.) to execute the scope of the project. However, this approach does not provide an effective means for understanding the supply side. To understand the supply side, the use of process flow diagrams is necessary.
To enable PPI members to effectively and efficiently map the various production systems associated with the delivery of a project, PPI has made the PPI Process Mapper available to members.
Any and all project activities can be viewed as a production system. The flow of high-level activities in a construction project are depicted in Figure 1. As can be seen below, there are steps in the fabrication of the parts, in moving parts to the site where they have to be installed and in the activity of installing them. Of course, this is a partial view – before these steps, there might be activities such as architects’ drawings and engineering design, and subsequently commissioning and handoff.
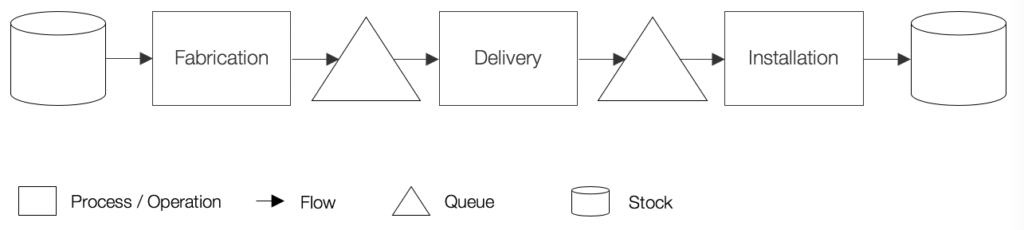
Figure 1: Typical activities in a construction project
In an ideal world, the flow of work along the chain of activities would be synchronized. Rate of supply from one station in the chain of activities would perfectly match the rate of demand at the succeeding station (e.g. as parts are fabricated, the capacity to deliver them would be instantly available, and as they arrive on site they are installed.) In practice, supply at one point of this chain of activities is never perfectly synchronized with demand at the next point downstream.
As projects become more complex, so does the production map that is representing it. Before diving in, it is necessary to understand the specific terminology and graphics used, namely Stock, Queue and Operation. In Figure 2, each supply flow represents material or resources moving through the transformation process. Flow is essential, since transformation would be impossible without it.
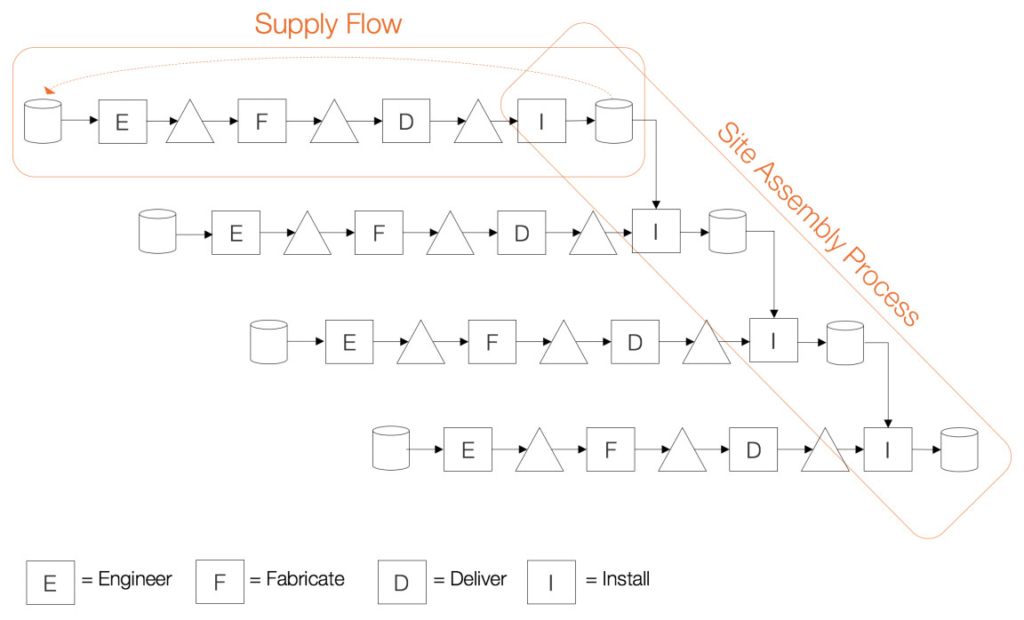
Figure 2: Typical activities in a construction project
Once you have created an account and successfully logged into the Process Mapper, you can create a map for your project. Simply follow the below steps to get started:
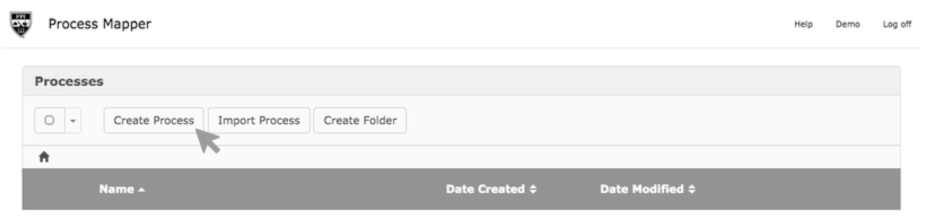
Figure 3: PPI Process Mapper home page
2. Once you select the process, a new window will open which includes a toolbar that contains the controls necessary to make a production map. Their functions are depicted in Figure 4.
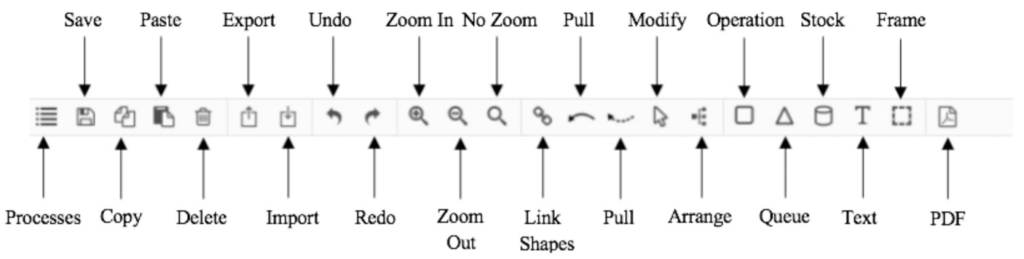
Figure 4: PPI Process Mapper tool bar
3. Select any element icon and double click on the grid for it to appear. Select the link tab from the tool bar and drag the mouse between elements to draw arrows that connect them. To automatically generate a set of Operations and Queues, click on the desired element and the consequent circled arrow, as shown in Figure 5.

Figure 5: Typical activities in a construction project
As a standard rule, the sequence of production mapping begins with a Stock, followed by an Operation, and can conclude with either a Queue or another Stock. A complete sequence, however, always concludes with Stock.
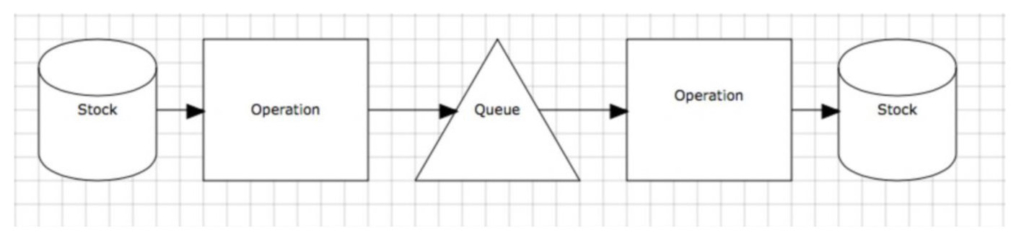
Figure 6: Typical supply flow structure
4. Once a single supply flow has been completed, it can then be expanded to include other supply flows and illustrate a complete production system.
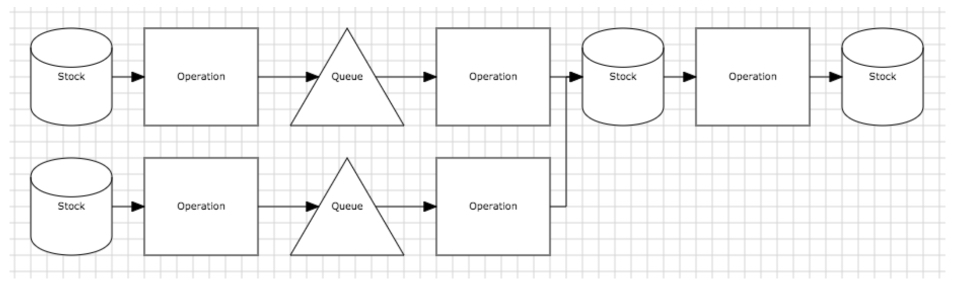
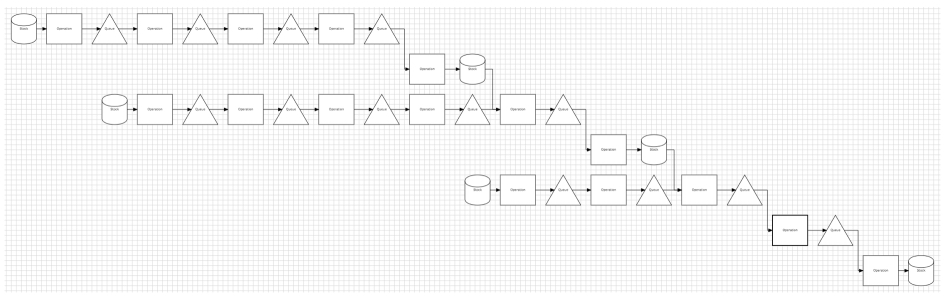
Figure 7: Examples of a complete production system, both simple and more comlex
5. After combining all the independent production maps into a completed production system, be sure to click the save icon in the toolbar before exporting or closing the tool.

Figure 8: Saving the Process Map
To demonstrate the value and utility of the Process Mapper, this article will walk the reader through an example of construction of a typical concrete foundation.
In this first sequence of the overall production system, rebar cages need to be delivered to the point of installation (POI). However, in order to accomplish this, there are many operations that need to be completed.

Figure 9: Rebar cages supply flow
As depicted above, the sequence begins by acquiring rebar from its stockpile. All of the following operations result with incremental transformations, which are required to produce the desired finished good. These operations are: cut the rebar, bend the rebar to its desired shape, assemble these independent sections of rebar and, finally, transport to the point of installation onsite.
This second sequence runs in parallel with the first supply flow. Depicting this parallel relationship will not come into play until we assemble all the completed sequences. It is necessary to keep in mind that the timing when this process begins is crucial to the production system. However, it is not accounted for in the process map.

Figure 10: Batch concrete supply flow
This second sequence shows the production of the concrete batch(es) required to make the foundation. As in all concrete batches, it starts with cement and aggregate stock. The first operation to take place is mixing cement, aggregate and water. The queue following the first operation is short-lived and represents the filling of the cement truck. The subsequent operation is to deliver this concrete to the job site, where it is now a stock waiting for use.
The third sequence comes after the two previous parallel sequences have merged. This process represents the integration of the rebar cages within the concrete matrix.

Figure 11: Example of a complete production system
The beginning stock for this sequence includes both the installed rebar cages as well as the concrete. The first operation is to pour the concrete into the foundation formwork. The following queue represents the wet concrete within the formwork. The subsequent operation is essentially waiting for the concrete to cure. Once the concrete has cured, it is in queue to have the formwork removed. The final stock of this sequence is the completed construction of the foundation.
This final sequence in this production system is to backfill the excavated construction site. In the process of constructing a foundation, it is necessary to excavate an area larger than the foundation itself to accommodate for formwork and accessibility. This extra area is then filled with surrounding soil and gravel, otherwise known as backfill.

Figure 12: Example of a complete production system
The stock for this sequence is the collected backfill waiting to be placed. Naturally it follows that the first operation would be to place this backfill into position. It is now in queue to be compacted. Once the backfill is compacted, this production system has been completed.
The following Figure 13 includes all of the different sequences combined into one production system.
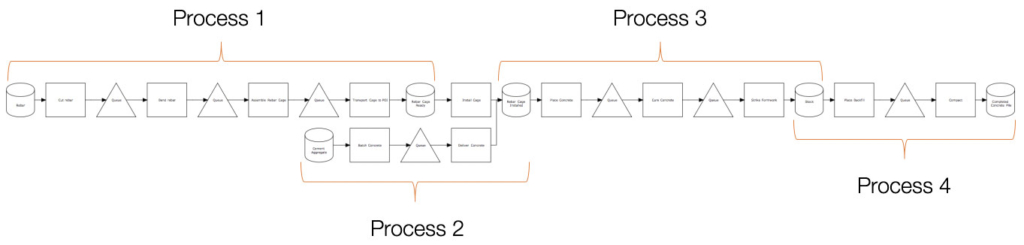
Figure 13: Example of a complete production system for a typical concrete foundation
The PPI Process Mapper assists in the visualization of a overall production system to consider how work flows through the system. This visualization highlights the interdependencies of the different processes, especially in operations that involve multiple integrations where a small delay or change at the beginning of the production system can cause a ripple effect at the end, leading to cost and schedule delays.
These process maps also indicate where specifically Work in Process (WIP) is built up between each operation. The massive inventories of work in between processes tie up significant time and cash within the system to handle that inventory of work. Therefore, we can use the tool to optimize process design and control the workflow. Given the complexity of today’s capital projects, process design is essential to simulate system performance.
Incorporating performance data into this process map transforms it into a functional production system model. First, some combination of analytical or discrete event simulation (DES) models are built to understand the behavior of the system under consideration. These models are validated against current performance if modeling existing operations.
Second, the results of the model are reviewed to test assumptions and determine a scenario analysis which may be most beneficial for the project being modeled. A Flow Optimizer performance graph can determine the minimum amount of WIP (cash tied up in equipment and materials) required to achieve the targeted construction rate at minimum cycle time. Additionally, a capacity utilization analysis shows the use of resources that drive the Flow Optimizer performance curves.
Finally, a Value Model is built to show the financial impact of optimizing project performance for existing systems. The output of a Value Model is a comparison of current financial performance with optimal performance.
The result is a complete picture of a company’s opportunities to improve both its field-based activities and the financial impacts of changes to current or contemplated practices. This approach provides recommendations for optimal performance to achieve maximum productivity with minimum cycle time, cost and cash tied-up in the effort.
