To meet the demand for infrastructure created by digital transformation, energy transition, and the need for commercial and residential space, owners and their contractors continue to move work offsite in an attempt to reduce the duration of site construction by increasing the amount of parallel offsite work. At the same time, from hospital modules to small modular reactors (SMR’s), the thinking is that construction can be made like manufacturing where safer, more productive work environments reduce the cost and time of project delivery. However, for many, the benefit of an offsite strategy remains elusive. If the promise of projects being delivered safer, faster, at lower cost and more predictably, by moving work offsite is to be realized, project professionals must understand how to design and control production systems and the facilities they require to efficiently operate. The purpose of this paper is to set forth a methodology for designing offsite production facilities including how to lay them out, select resources and how to effectively control the production system and associated supply chain.
Keywords: Industrialized Construction, Modular Construction, Production System; Operations Science; Analytical Modeling, Discrete Event Simulation, Production Control
Todd is the author of Built to Fail: Why Construction Projects Take So Long, Cost Too Much, And How to Fix It, published by Forbes Books in 2024. He is also Founder and President of Strategic Project Solutions, Inc (SPS)., as well as founder of the Project Production Institute. Zabelle has more than thirty years of experience in the delivery of compl ...
The global construction industry, second in size to only the financial industry, is forecasted to grow from USD 13.57 trillion in 2023 to USD 23.92 trillion by 2032 [1]. Challenged by never-ending cost and schedule overruns, lack of skilled labor, supply chain disruption, and the desire to improve quality while reducing risk of environmental, health and safety incidents, owners and their contractors are moving work from construction sites to dedicated fabrication facilities. Consequently, the global modular construction market size is projected to grow from USD 104.1 billion in 2024 to USD 140.8 billion by 2029 at a CAGR of 6.2% during the forecast period [2].
The energy sector has been employing various versions of offsite work for many years and has spectacularly demonstrated that, if not done properly, offsite will increase project duration, cost and use of cash. This should not come as surprise as moving work offsite increases complexity. This is due to several factors, including the need for more detailed engineering sooner, changes in the “normal” sequence of engineering, the need for temporary structural supports, more complex logistics, and the need to manage tolerances in space and time. Demand variability from the construction site can also be an issue.
From a business perspective, we often observe the first move of contractors adopting an offsite work strategy is to purchase or lease a less than fit for purpose facility with the retired freight terminal being the option of choice. And of course, locating the facility close to home seems common. They tend to then set up shop basically using the same techniques used the construction site. We call them “builders in a shed.”
While well-intended, this typically results in excessive work-in-process (WIP), stuff laying all over the place and poor safety. The most startling part is people that don’t know what they are doing but are extremely confident that they do! For instance, at a recent Advancing Prefab conference, we presented a framework for understanding the difference between a manufacturing business model and that of a service provider. We compared and contrasted doing work offsite versus onsite along with explaining the attributes of a product supplier compared to a service provider, only to look out at an audience that had no idea what we are presenting or why they should even care. But when another presenter talked about the human behavioral aspect, specifically motivating people, the audience was interested and excited.
Another trend we observe is moving work halfway across the world to an established fabricator such as a shipyard or pipe shop seeking to lower cost but not realizing the variability induced into the project by that decision, and then suffering unexpected costs and delays. But perhaps the most important challenge is not understanding fundamental production theory. Why would people that struggle to manage work on a construction site be able to effectively manage work in a dedicated facility? The now bankrupt company Katerra proves that even highly respected executives from the manufacturing sector struggle to make an offsite construction strategy work.
At play are a series of blind spots that manifest themselves once a plant or shop begins operating. These blind spots include:
Understanding what type of production system is envisioned and the parameters associated with it is critical. Business models and production systems are entwined. A service provider including job shops or fabricators most often allocate capacity once an order has been placed by a customer. In contrast manufacturers can decide to stock finish goods that a customer can acquire without waiting for the item to be made. The following matrix outlines the types of businesses, associated financial models and investment requirements for each business type.
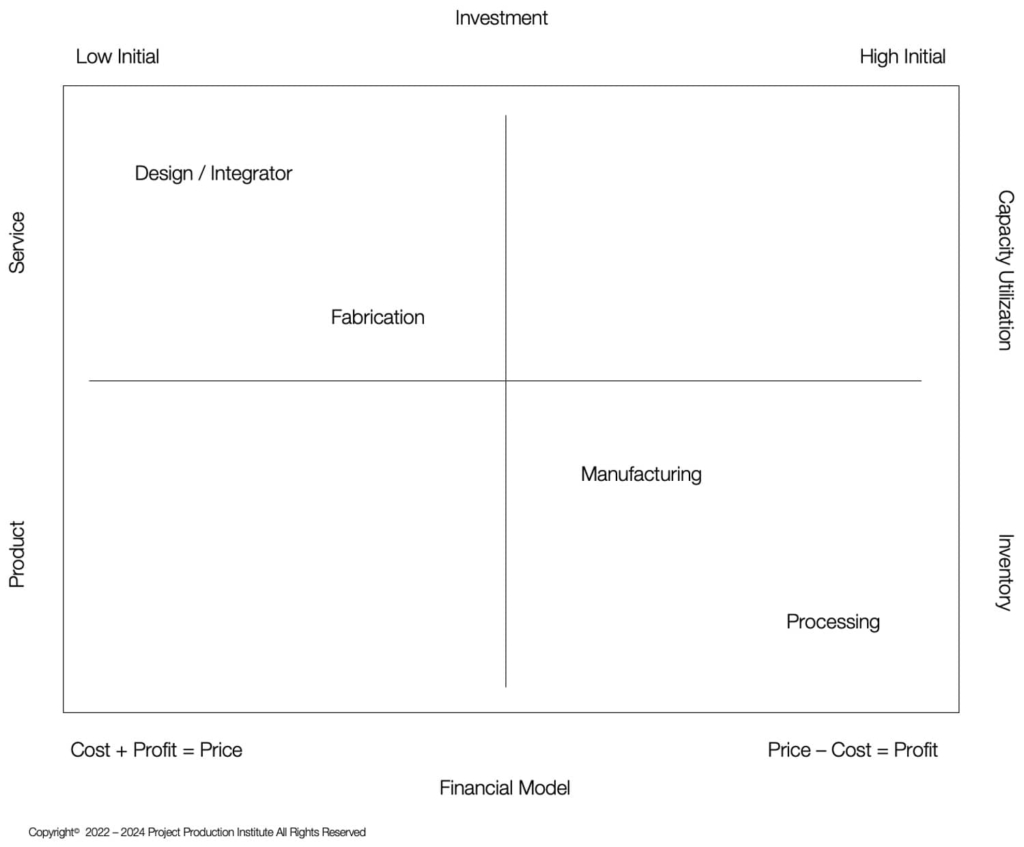
As is depicted in the matrix, product-based processing and manufacturing is far different from service-based job and fabrication shops. Manufactures make high initial investment costs in product development and construction of production facilities. Manufacturer and processors live by a financial model based on market price for goods minus cost equals profit. Big bets are made on new product development and the associated tooling needed to bring new products to market. In contrast, service based companies wait to receive an order from a customer before doing anything. Often times with the first step being engineering of the product to be produced or at the minimum some form of configuration.
Lacking a framework for designing and deploying an offsite production system, the current approach ends up being based on securing some space, purchasing equipment and hiring labor to do the work using spreadsheets to manage production. Some purchase MRP / ERP systems while others employ “lean” consultants to assist with continuous improvement. What is missing is a production based framework for making the business decision, then design, layout and control of an offsite construction facility or use of an established business to do parts of the work offsite.
It seems there is no shortage of approaches to designing an offsite production facility. This includes recommendations such as, 1) hire the right people, 2) train managers in leadership, 3) adopt a lean philosophy, 4) engage consultants with experience, amongst numerous other ideas. All of these recommendations probably have some merit but miss the most critical element, the design and control of the production system. Considering the above, this should not be a surprise as people in construction lack an understanding of fundamental production concepts and people coming from manufacturing lack understanding of construction (and get confused by construction people going on a about CPM schedules, earned-value and such).
Consultants suggest offsite assembly shops adopt a lean philosophy and apply lean thinking including, make the process flow, adopt single piece flow and lower the water to see the rocks that sounds good but is useless to those looking to design and control or use a fabrication facility. They recommend reading fictional books such as the Goal, where we learn Herbie is a bottleneck, so we must buffer it. We are told to reduce the batch size, pull in pursuit of perfection and so on. All probably good advice but from an engineering perspective difficult to know what to go do where.
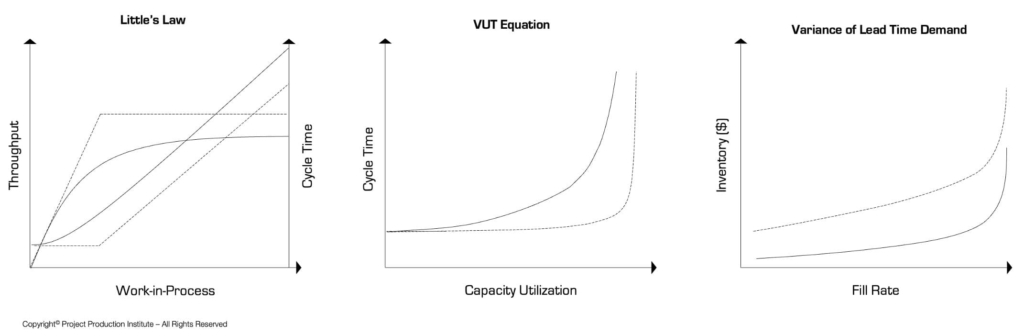
What is needed is a framework rooted in science and not abstract concepts as mentioned above. This is the role of Operations Science, the science of operations or how production systems behave. [2] It is imperative that anyone designing or optimizing a production system including an offsite construction fabrication and assembly shop understand and apply fundamental relationships between throughput, inventory, capacity utilization and variability. Without an understanding of these relationships, we are telling stories and experimenting to see what works under the guise of continuous improvement. Since numerous other papers [3]. outline these relationships, this paper will focus on the most fundamental elements and how to use them. First, it is essential to understand that as WIP increases so does cycle time, and as capacity utilization increases so does cycle time, and finally that desired fill rate, demand and lead time influences inventory (stock). Equally important is to understand variability will either result in loss of capacity, an increase in WIP or some combination of both. All of which reduce throughput, increase cycle time ultimately increase cost, cycle time and use of cash.
It can be concluded that setting and controlling levels of WIP and capacity utilization is critical - other than the design of the product and process these are the only two other means of optimizing or improving a production system’s performance. Therefore, setting and controlling WIP and capacity levels is the primary focus of production system design. As a matter of fact, though very effective, Toyota’s use of “pull” is nothing more than a strategy to control WIP as feeders to the main flow which is on a conveyor belt which in turn limits the amount of WIP.
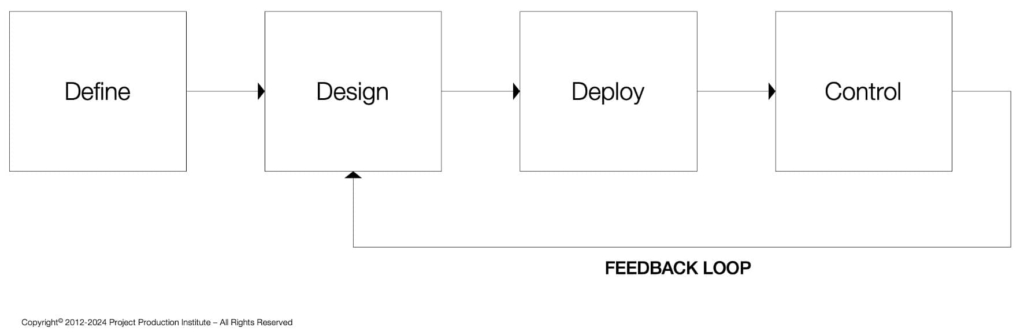
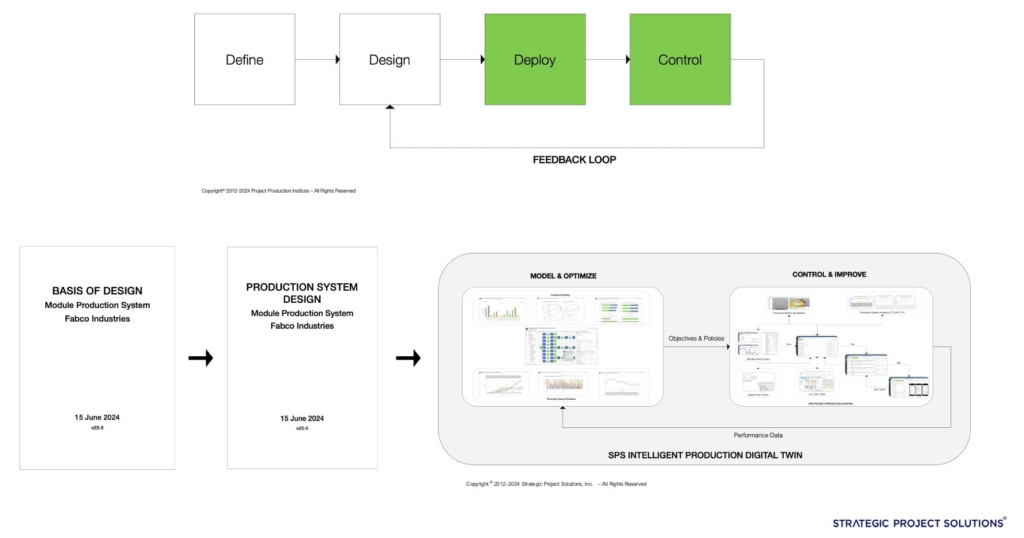
We propose a simple but robust process to provide the framework for making a good decision on what to do, then setting-up and operating an effective offsite fabrication or industrialized construction facility. Though for the most part the graphic indicates a linear flow, the reality is that just as design completes definition and deployment completes design there will be iteration during execution of the process.
Moving work offsite can be a significant make or break decision for a company or project. Decision quality is important. Billions have been squandered in the energy sector in an attempt to make off- siting work and companies in other sectors have been financially ruined. Good decision quality starts with establishing a solid Frame before any other actions are taken:
| An appropriate frame | A clear statement of the problem / business opportunity e.g. what needs to be achieved. What decision is being made? What are the given or decisions already made that will not be changed? |
| Creative, doable alternatives | Develop and consider a wide range of doable alternatives. Determine which alternative is the most likely to achieve the most of what you want. |
| Meaningful information | Is reliable, unbiased information being used in the analysis that reflects all relevant uncertainties and intangibles? What information does the team not know? |
| Values and tradeoffs | What decision criteria will be used to select the best alternative? How will the team make tradeoffs amongst the decision criteria? |
| Solid reasoning and sound logic | How will the alternatives be evaluated? How will uncertainty and insight at the appropriate level of complexity be considered? Are the results believable? |
| Commitment to action | Who are the decision makers? Are they prepared to commit the resources to successfully implement the decisions? |
While on the surface answers to these questions may seem simple but they may prove to be quite difficult and take some time to address. Identifying the business opportunity for moving work offsite requires mapping and understanding the entire value chain, examining what products, service or solutions could / need to be offered for what parts of the value chain, evaluating what competitors are already doing and completing a market analysis for potential products and services. Givens or decisions already made should include all facets of the business including what products and services, what markets, locations, type of equipment and tools that will be used, sources of labor and yes…. is the organization stuck with the warehouse just purchased or not.
Considering a wide range of alternatives is also critical. This should always start with the do-nothing option and buying the service or product from some other party instead of doing it yourself. Alternatives should consider if products are made to stock, made to order, configured to order or engineered to order and how the type of production system that will be used to meet the demand (Figure 1). Value measures can be as simple as return on investment, some measure of profitability vs the current state, growing market share or even less quantifiable such as developing local content.
Distilling the alternatives down into a succinct actionable business case involves economic analysis of the various options. Depending on the complexity of the business, size of the bet and risk economic analysis could range from a simple side by side ROI calculation of each alternative to a decision analysis tree with probabilistic analysis of the possible outcomes. Potential for variability induced with each option should be delineated and potential impact on economics considered.
With clear understanding of the business opportunity and best fit alternative, work can now be done to refine the requirements for the production system that includes offsite work. The degree to which these should be varies depending on the alternative selected. One bookend would be creating a business to make a product to stock, the other shifting work to an established shop or near site for a specific project.
| Market Offerings | 1. Products, services, or solutions, including variations, to be offered. |
| Customer Profile & Location | 2. Customer profile and location including approach to buying and ordering goods and services. |
| Production Strategy | 3. Products made to stock, made to order, configured to order, or engineered to order. |
| Value Chain | 4. Value chain and where to participate to meet customer requirements and capture business value identified. |
| Production System | 5. Define the resulting production system, including its boundaries. |
| In-house vs. Outsourced | 6. Decide what to insource (perform in-house) and what to outsource (purchase). |
| Demand on Production System | 7. Estimate the demand placed on the production system. |
| Design Parameters | 8. Establish how cycle time, uptime, yield, and other design-influencing parameters will be acquired. |
| Design Methodology | 9. Specify the methods and tools to be used for designing the production system. |
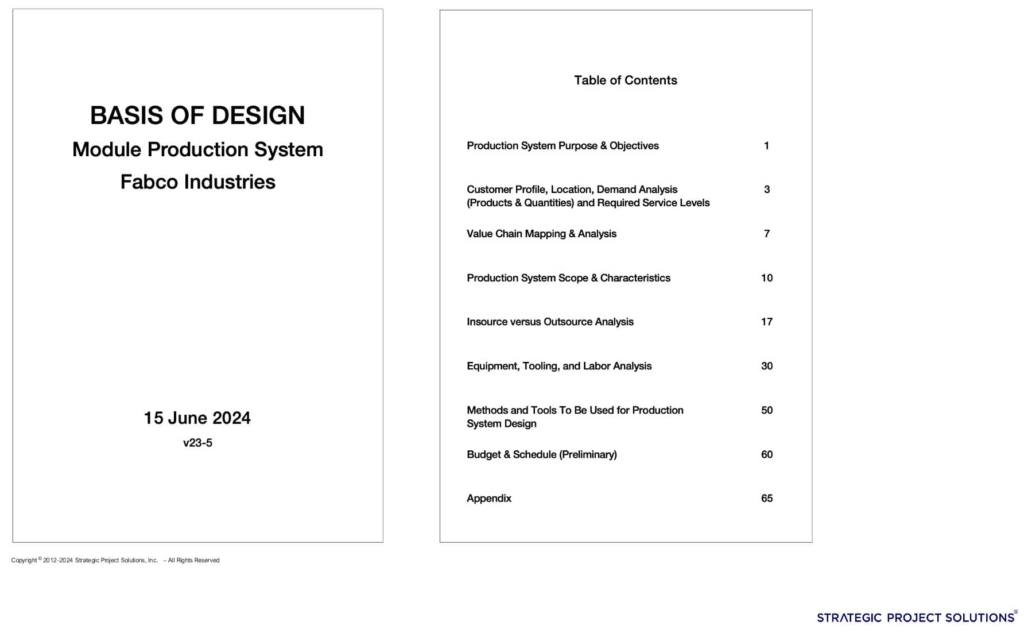
The output of this effort documented in a basis of design report establishes the allowable design space or constraints to move into the next step - Design. However, before moving on, we advise going back to see if anything was learned that would change the selected alternative.
Design is driven through production system or digital twin modelling using built for purpose software. Inputs and outputs from the model are depicted in Figure 5 below.
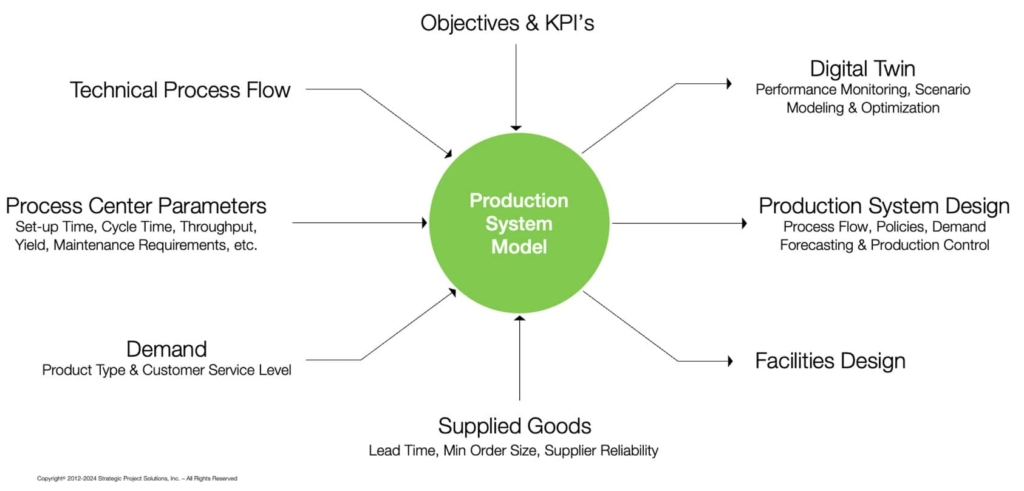
Building and optimizing the model should include the following tailored to the selected alternative.
| Process Flow Mapping | 1. Define and map the production system process flow, including required equipment, tooling, inbound supply, and customer consumption processes. |
| Outsourced Requirements | 2. For outsourced/purchased items, determine inventory levels, lead times, fill rates, and the type of production system supplying them. |
| Process Center Flexibility | 3. Determine if process centers are fixed or need to move based on demand variability (low volume high mix versus high volume low mix) |
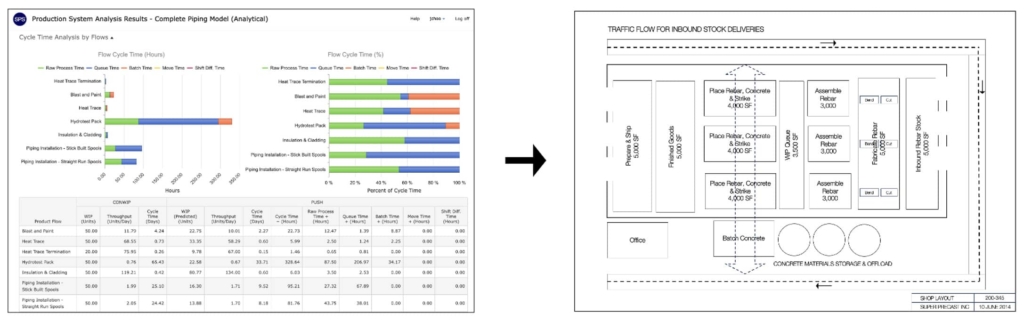
| System Behavior Analysis | 4. Model, simulate, and analyze production system behavior (throughput, cycle time, work-in-progress, capacity utilization, etc.).[4] |
| Space Requirements | 5. Assess the space needed for processes, operations, and inventory. |
| Bottleneck Management | 6. Identify and relocate bottlenecks if necessary. |
| Capacity and Inventory Buffers | 7. Size and locate buffers for capacity and inventory, including raw materials, decoupling stocks, labor, equipment, tooling, and space including trade-off between capacity vs inventory to allow potential delayed differentiation or postponement. |
| Inventory and Capacity Policies | 8. Establish policies for inventory levels and capacity utilization. |
| Key Performance Indicators (KPIs) | 9. Define KPIs and performance frontiers (throughput, cycle time, WIP, capacity utilization, etc.). |
| Production Control Method | 10. Designate the method of production control and associated technologies. |
Using the production system model, routings, space requirements (including space for stocks and queues), location of bottleneck, required and optimal equipment and tooling (including technology selection – cut using plasma, water or saw, etc.), size and location of the facility and utility requirements can be determined.
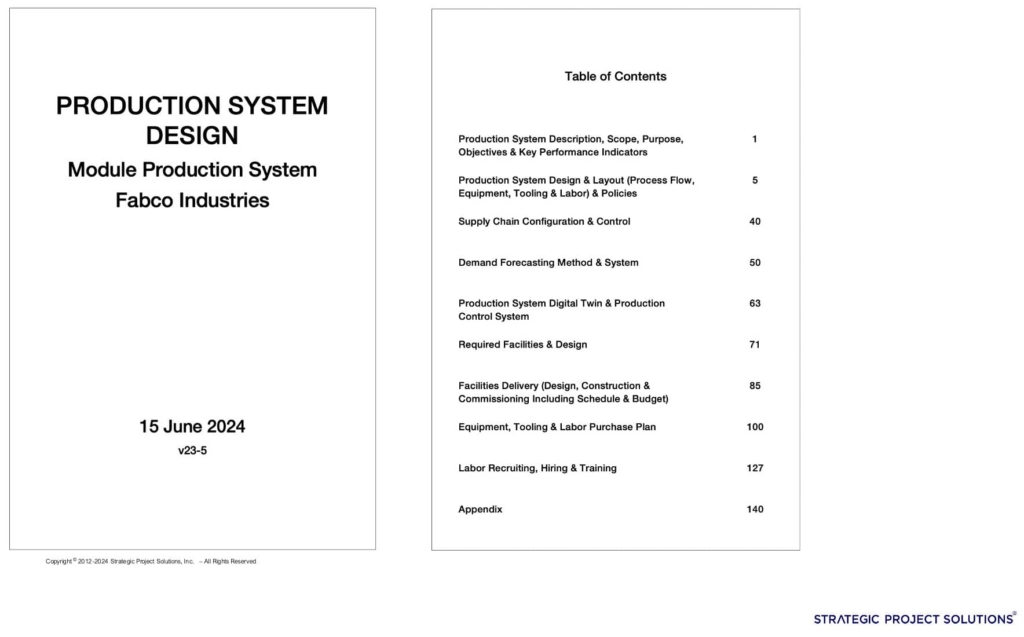
The design is documented using outputs from the production system model and once again we recommend testing to see if anything learned through this work would change the selected alternative.
Finally with the Design Basis and Production System Design in hand it’s time to execute. We all recognize this as design and construct. Good decision quality is important here as well. Resist the temptation to get a deal that is suboptimal for delivering the selected alternative. Refer to the earlier section on good decision quality and apply those principles in this phase of the work. It starts with a clear statement on the decision to be made e.g. if a permanent fabrication shop (general location already determined by market analysis) is required the decision should be something like - should we buy/revamp, rent or new build a shop? Alternatives should be generated, evaluated, economics determined, and decision made.
If the selected alternative calls for temporary near site fabrication, then the decision could be something like - where should near site fabrication facilities be located and what type of temporary facility will be constructed? Again, alternatives generated, evaluated, economics determined, and decision made.
After making these decisions we move into design and construct which can be done predictably using Project Production Management. The details of PPM and how to do this are outside the scope of this paper and well documented by the Project Production Institute. However, we would caution that if only traditional methods are used to design and construct and the economics are thin meaning little room for increased cost and schedule, we would advise you to stop. The data would say your odds of a successful investment are slim to none.
Construction is complete and the facilities are tooled and staffed. It’s time to get to work. Operation of the facility should be managed through the digital twin using the parameters determined in the production system design. How to implement is outside the scope of this paper but is well documented by Factory Physics where help is available to implement an effective production control system.
To address the various challenges including labor shortages, supply chain disruption, and to reduce risk of environmental, health and safety incidents, owners and their contractors are moving work offsite. However, due to lack of understanding of fundamental production theory, the majority of these efforts are no more than “builders in sheds.” If the promise of moving work offsite is to be realized then it must be grounded in the fundamentals of operations science and production theory.
[1] Modular Construction Market Report, Markets and Markets, https://www.marketsandmarkets.com/Market-Reports/modular-construction-market-11812894.html
[2] Glossary, Project Production Institute, https://projectproduction.org/resources/glossary/
[3] Spearman, M. L. and Hopp, W. J. (2020) .The Case for a Unified Science of Operations, Production and Operations Management, John Wiley & Sons, Inc. [4] H.J. James Choo, PhD (2024) More Robust, Insightful And Faster Production Modeling Through The Integration Of Discrete Event Simulation With Analytical Modeling, Project Production Institute 2nd Annual Technical Conference July 2024