Everything from toilet paper to medical equipment has been in short supply for a myriad of reasons including manufacturing capacities, lead times to manufacture, source country priority and unpredictable demand, or in many cases lack of accurate demand forecasts.
The natural inclination for many project leaders will be to study COVID-19 supply chain issues and incorporate lessons learned into their project practices. Consultants will line up to help ‘guide’ them through this process. These “lessons learned” are likely to include even earlier purchase and delivery of materials and equipment with storage near job sites. After all, if it was waiting in the warehouse, then that would be the best insurance against supply chain disruption, right? Wouldn’t they rather be looking at it than for it?
Anything that smells of “just in time” delivery will be shunned. This thinking will also extend to things that could be prefabricated offsite. Rebar, pipe spools and structural steel will also be purchased earlier in offsite locations perceived to be under better control, more efficient and overall lower risk. The only issue will be where to store all the equipment, since some job sites have minimal available laydown area.
The science that governs transformation of raw materials into finished goods shows why the “buy earlier” approach will not work. In fact, it will just make performance worse. This field of study is known as Operations Science (OS) and the application of it on capital projects is known as Project Production Management (PPM). One simple key equation in OS is known as Little’s Law, which states:
Cycle Time = Work In Process / Throughput
The implications of this formula, when applied to the premise “buy earlier,” “sourcing” and aggregating “stack it high and buy it cheap,” without good demand information are profound.
Buying earlier will drive accumulation of more work-in-process (WIP) which means more cash is being tied up longer in the project. In addition, the project will take longer, cost more and production will be late. The cost savings achieved by the supply chain organization are wiped out because the project is delayed, and the facility is not generating revenue.
In addition, the inventory that is being purchased and accumulated will consume precious resources (indirect cost) to store, manage, preserve and handle the inventory. To make matters worse, some of the material and equipment will become obsolete due to design changes, and some will even run out of warranty by the time the equipment is in operation.
Every project has three basic classes of materials that the supply chain delivers:
Made to Stock – Common items that various suppliers hold in inventory and are in regular demand, such as carbon steel pipe and flanges, simple instrumentation or valves, aggregate, bolts, rope, soap and dope
Configured / Made to Order – Standard components that suppliers make in response to a specific order and that are too expensive to hold in inventory for any length of time, such as high alloy pipe or flanges and common classes of valves
Engineered to Order – Items that are made for a specific application such as compressors, package units, control valves and switchgear. Fabricated steel, spools and rebar generally also fall in this group.
For stock and made to stock materials, decisions regarding how much material should be on hand are typically made based on intuition and experimentation. Due to the fear of running out of these materials and the risk of idling craft significantly, more material is typically held in inventory than needed. This ties up cash that could have been used elsewhere by another project.
Thankfully, Operations Science provides the mathematical framework to make better decisions about how much stock to carry in inventory. Consider the simple example of a project located in Russia that needs 50 different items from Asian suppliers, each with a promised delivery of 60 days. The supply chain people must decide how many days of stock to carry. To make it more complicated, the project needs all 50 items before it can complete a task — 49 will not do. So, in order to have a 99% chance of having all 50 items, the probability for each item must be 99.98%. The team decides to have an additional 60 days of lead time for these 50 items, or in other words, 60 days of stock on hand.
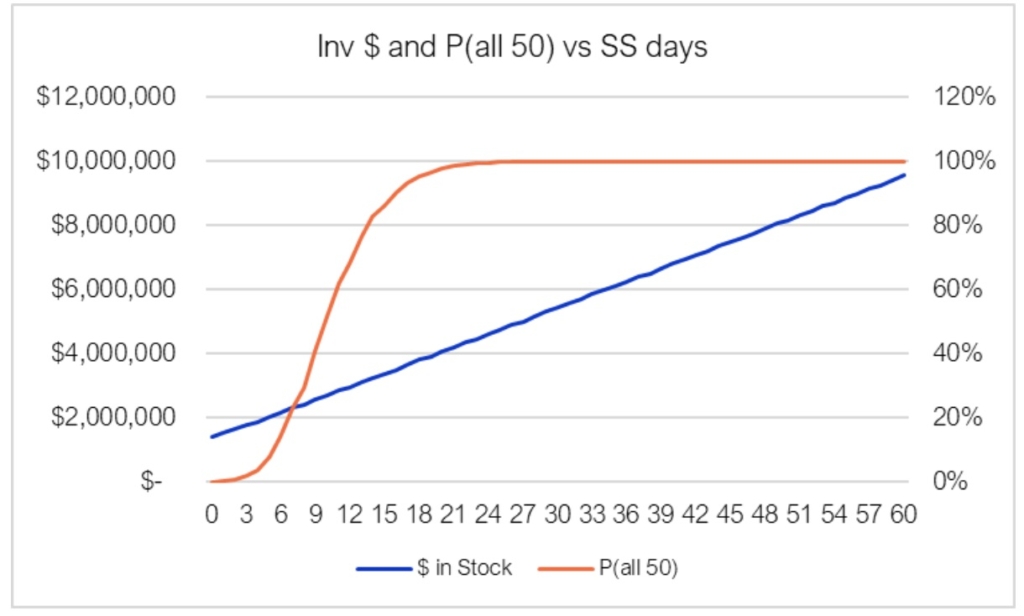
Figure 1: Days of Lead Time versus $ in Stock and P{all 50}
Using some simple OS equations, the graph above shows both the money tied up in inventory for the 50 items, as well as the probability of having all 50 when needed. It is easy to see that 60 days of stock is woefully too much. Indeed, having only 25 days gives essentially the same probability of having what would be needed. However, the difference is $4.8 million in inventory instead of $9.6 million.
We must first understand the two sides of a project supply chain, i.e., demand (how much of what and by when) and supply (how, who, when and where).
Obviously, what to make will determine the ‘how.’ For example, a standard made-to-stock product will remove design and engineering requirements from the project delivery process and the supplier’s capacity will dictate when the delivery can be made. The diagram below depicts the relationship between the demand that is typically indicated by schedules (what should happen) on a project and supply, i.e., the production system (what actually happens).
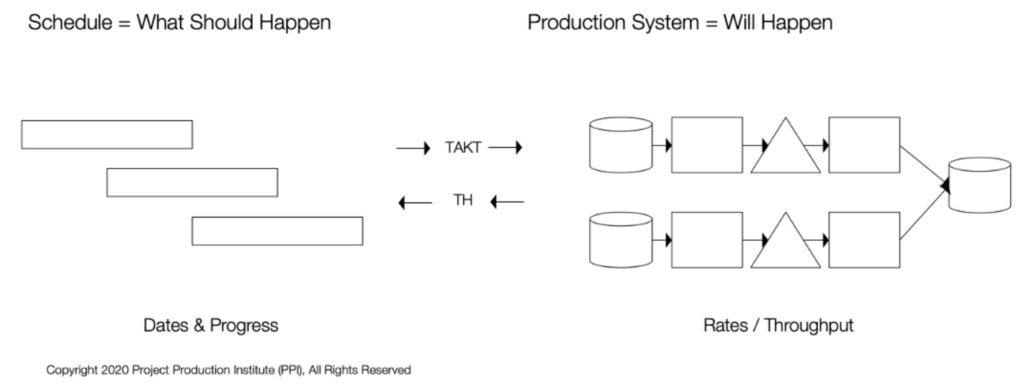
Figure 2: Schedule vs Production System
The performance of this system is measured as cost, time and amount of cash tied-up and is a function of the decisions regarding the following five levers shown in the figure below. These levers are not mutually exclusive in terms of implications on each other, although decisions are typically made independently in different phases of the project. For example, level of standardization of product design will determine the processes required, types, location and size of inventory that needs to be carried.
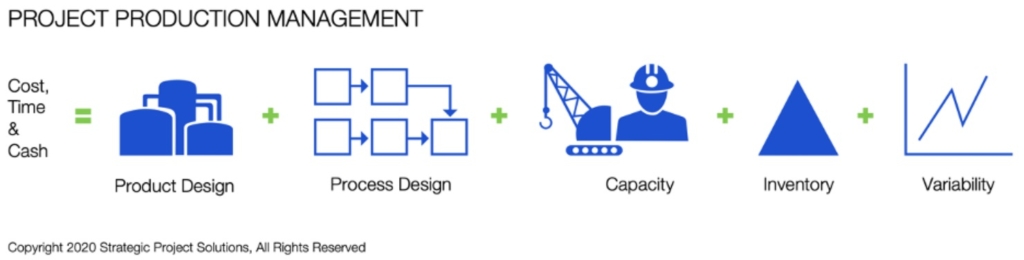
Figure 3: Five Levers of Project Production Management
Product design can be anything from the full facility scope to one simple piece of equipment. Process design includes the processes and operations to create the product. Once product and process design are determined, optimal levels of capacity, WIP, rules or policies for how the production system will be designed and/or optimized for rapid feedback to deal with variability or changing conditions can be established [Shenoy and Zabelle, New Era of Project Delivery, 2016, https://projectproduction.org/journal/new-era-of-project-delivery-project-as-production-system/].
However, there are some simple actions that anyone can put to work that are proven to reduce total cost, cycle time and tying up unnecessary unproductive capital.
On one project remotely located, instead of buying made to order anchor bolts, they bought lengths of various diameter of threaded rod. Foundations were designed to accommodate. This allowed them the flexibility to cut the rod needed to length and install at the time it was needed, greatly reducing total cost and insulating the project from supply chain disruption (shipping, customs and weather). When attempting to simplify the designs, ensure the constructor is not just involved but helping drive the decisions. Design to the constructor’s methods of working.
Virtually pool and manage the various classes of materials, especially made to stock and made to order for all projects; the benefits are fourfold.
Enabling fabrication to be sequenced in support of the actual field need or demand has many benefits. This defers spending cash to reduce unproductive capital, optimizes the amount of WIP of the fabricated components (remember more WIP means more time and cost), reduces handling of the materials which lowers cost and improves safety, lowers the cost of transportation, substantially reduces risk of damage, eliminates the need for extensive preservation and provides flexibility to accommodate late changes or resolution of clashes. The added benefit of this rule is the increase in local spending and by extension local content.
A good example of this is pipe spool fabrication at or very near the job site, with spools made on-demand. Close coupling of fabrication and demand ensures spools are fabricated in the sequence needed for installation, minimizes the number of times spools have to be handled, provides flexibility to accommodate late changes or to resolve clashes, eliminates the need for preservation and significantly lowers the risk of damage to the flanges. Flange face damage alone is a significant risk. More than one project has had to resurface leaking flange faces at start up, which then delays production and is very costly.
This is particularly important for engineers to order equipment. Work out with each supplier a joint production schedule with all the steps of work involved, from placing the order to delivery to site. These become standard workflows when working with that particular supplier in the future. Weekly production scheduling meetings with the supplier will generate trust and transparency so the right problems can be solved, and continually align all parties on the forward plan. As mentioned under pool and consolidate, this close working relationship with the supplier enables easy redirection of materials from one project to another, should the need arise. Over time, supplier familiarity has proven to lead to less defects, better quality and lower costs.
A supply chain can perform no better than the predictability of demand or use at the point of consumption. Greater variability in demand drives down on-time delivery and drives up WIP, both in the supply chain and in the field. This vicious cycle is seen on project after project. It goes something like this: construction crews for whatever reason don’t get what they needed when they needed it. In response, materials are hoarded all over the job site and materials are over requisitioned (frequency and quantity) in the hope that they will get part of what they need. Crews or contractors compete against each other to outsmart the system and get the materials they need; however, many jobs are started but not completed for lack of materials. The drive for high craft productivity compounds the problem.
As a result, the supply chain manager and team are blamed for material shortages on a regular basis. In turn, they make decisions that drive up WIP in the supply chain such as over-ordering. The hapless project planners are forever trying to catch up and schedules are out of date the minute they are published. The cycle compounds on itself and partially completed construction WIP blows up. WIP in the supply chain system blows up and together this WIP drives schedule delays and increased costs.
Then, as icing on the cake, when the project is done, there is a massive amount of surplus sitting in the warehouse and laydown areas to be dealt with. One argument for the surplus is that since the contract is on a lump sum basis, the contractor owns the surplus. This is a fallacy, since the owner paid for inventory in the lump sum price that was not needed from the start. Lump sum contractors use the inventory as a buffer against variability and lower productivity; science proves this leads to explosion of WIP and schedule delays.
Demand must be controlled. It is vital. The ONLY proven method to manage this is through PPM. It will not and cannot happen through traditional project planning methods including workface planning.
Augmenting PPM with IoT technology provides real-time understanding of the location and condition of materials from manufacture to installation. This eliminates labor to track the shipment and location of materials in transit. Use of technology eliminates the need for labor to find materials in the warehouse and laydown area at the job site. In addition, IoT feedback loops can keep the systems automatically populated with current information for effective production planning and control.
To learn more contact Gary Fischer at gfischer@projectproduction.org or Paul Massih at pmassih@projectproduction.org
Gary Fischer recently retired from Chevron, where he spent 41 years working in all aspects of major capital projects – downstream, chemicals, upstream, domestic and international. He was the architect of Chevron’s project management system and led an organization that provided project functional expertise across Chevron’s global portfolio. Frustration with the persistent disappointing performance of capital projects both within Chevron and the industry-led Gary on a search to understand why systems based on best practices could not perform. That search led him to Operations Science and Project Production Management, which was so profound that he deferred retirement to lead deployment of Project Production Management across Chevron’s system. He is passionate about working with industry leaders to promote a revolution that moves capital projects from practices based on best practices to those based on Operations Science and is an active member of the Project Production Institute.
Paul Massih has more than thirty-five years of experience in the oil, gas and construction industries. He has worked with supermajors and the construction industry to lead global organizations and deliver complex and challenging projects. Massih held senior executive positions with Chevron, Shell, BP and Fluor Corporation. His focus is on major capital projects, supply chain management, business development and local content. He holds a Bachelor of Science degree in Business Administration and Supply Chain Management from the University of Houston.

